

-
 剪切剪切是用于从大片材上移除所需尺寸的坯料的切割操作。要了解剪切机制,请考虑在冲头和模具之间剪切的金属,图5.1此图中还显示了板材和块料的典型特征。可以看出,切割边缘既不光滑也不垂直于片材的平面。图5...3年前 2333 ℃
剪切剪切是用于从大片材上移除所需尺寸的坯料的切割操作。要了解剪切机制,请考虑在冲头和模具之间剪切的金属,图5.1此图中还显示了板材和块料的典型特征。可以看出,切割边缘既不光滑也不垂直于片材的平面。图5...3年前 2333 ℃ -
 板材的可塑性可成形性可以定义为材料可以被迫进入永久形状变化的容易程度。材料的可成形性取决于几个因素。重要的一个问题涉及材料的性能,如屈服强度,应变硬化率和延展性。这些都与温度有很大关系。随着材料温度的...3年前 3219 ℃
板材的可塑性可成形性可以定义为材料可以被迫进入永久形状变化的容易程度。材料的可成形性取决于几个因素。重要的一个问题涉及材料的性能,如屈服强度,应变硬化率和延展性。这些都与温度有很大关系。随着材料温度的...3年前 3219 ℃ -
 模锻在该过程中,通过迫使杆或管进入约束模具来减小杆或管的直径。一组往复模具提供径向吹动以使金属向内流动并获得模腔的形式。模具运动可以是内外型或旋转式。后一种类型是借助于保持架中的一组滚子获得的,其作用...3年前 1944 ℃
模锻在该过程中,通过迫使杆或管进入约束模具来减小杆或管的直径。一组往复模具提供径向吹动以使金属向内流动并获得模腔的形式。模具运动可以是内外型或旋转式。后一种类型是借助于保持架中的一组滚子获得的,其作用...3年前 1944 ℃ -
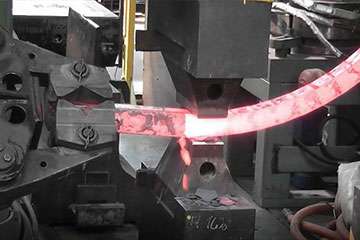
 锻造是这样一种过程,其中通过施加手动或用动力锤,压力机或特殊锻造机施加的局部压缩力来成形材料。该过程可以在热态或冷态的材料上进行。当锻造冷却时,过程被赋予特殊名称。因此,术语锻造通常意味着在高于材料的...3年前 2615 ℃
锻造是这样一种过程,其中通过施加手动或用动力锤,压力机或特殊锻造机施加的局部压缩力来成形材料。该过程可以在热态或冷态的材料上进行。当锻造冷却时,过程被赋予特殊名称。因此,术语锻造通常意味着在高于材料的...3年前 2615 ℃ -
 金属成型的基础有四种基本的生产方法用于生产所需的产品形状。这些是铸造,机械加工,连接(焊接,机械快速,环氧树脂等)和变形过程。当铸造成型并在模具中凝固时,铸造工艺利用液态金属的流动性。加工过程提供了具...3年前 1828 ℃
金属成型的基础有四种基本的生产方法用于生产所需的产品形状。这些是铸造,机械加工,连接(焊接,机械快速,环氧树脂等)和变形过程。当铸造成型并在模具中凝固时,铸造工艺利用液态金属的流动性。加工过程提供了具...3年前 1828 ℃ -
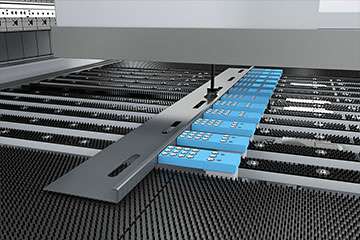
 钣金工艺基本由剪切、冲压、折弯、成形和连接等工艺组成,一般来说以上工艺基本通过如下设备实现:剪板机、冲床、激光切割机、等离子切割机、水射流切割机、折弯机、焊机,以及各种辅助设备如:开卷机、校平机、去毛...3年前 2572 ℃
钣金工艺基本由剪切、冲压、折弯、成形和连接等工艺组成,一般来说以上工艺基本通过如下设备实现:剪板机、冲床、激光切割机、等离子切割机、水射流切割机、折弯机、焊机,以及各种辅助设备如:开卷机、校平机、去毛...3年前 2572 ℃ -
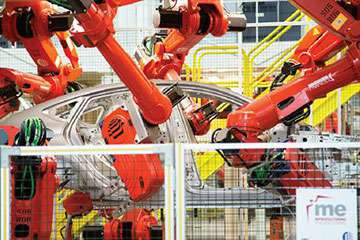 焊接技术背后的强劲的驱动力 汽车行业引领焊接进步 焊接和汽车工业同时发展并且一起发展和发展。焊接行业一直受到汽车行业需求的驱动。 在北美电视台播放日本汽车厂的照片和视频时,大多数消费者在...3年前 2124 ℃
焊接技术背后的强劲的驱动力 汽车行业引领焊接进步 焊接和汽车工业同时发展并且一起发展和发展。焊接行业一直受到汽车行业需求的驱动。 在北美电视台播放日本汽车厂的照片和视频时,大多数消费者在...3年前 2124 ℃ -
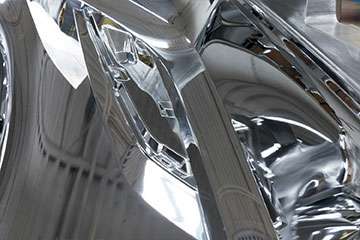 在不锈钢管上实现镜面抛光的最后一步是使用抛光轮和抛光膏。 根据定义,精细研磨是将焊件与金属表面混合,以获得光滑,一致和美观的外观。当您从事不锈钢牌号时,无论是用于器具,结构件,未上漆或未涂漆的钣...3年前 4522 ℃
在不锈钢管上实现镜面抛光的最后一步是使用抛光轮和抛光膏。 根据定义,精细研磨是将焊件与金属表面混合,以获得光滑,一致和美观的外观。当您从事不锈钢牌号时,无论是用于器具,结构件,未上漆或未涂漆的钣...3年前 4522 ℃ -
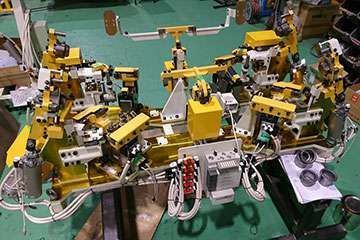
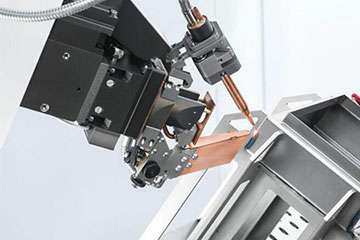 夹具是一个经常被认为是激光焊接缺陷的领域。根据您正在使用的零件类型,夹具可能需要大量费用。然而,许多制造商可以通过使用金属板自行构建来节省固定装置的费用。这只是这种灯具的一个例子。图片由Amada...3年前 1723 ℃
夹具是一个经常被认为是激光焊接缺陷的领域。根据您正在使用的零件类型,夹具可能需要大量费用。然而,许多制造商可以通过使用金属板自行构建来节省固定装置的费用。这只是这种灯具的一个例子。图片由Amada...3年前 1723 ℃ -
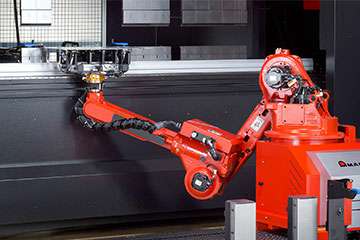 采用机器人钣金折弯 钣金加工行业已经不再需要大批量的尺寸来将机器人引入弯曲过程 通过机器人制动弯曲可以实现提高产量,提高零件质量和减少劳动力成本。 不久之前,任何规模的机器人集成都只适用于那...3年前 2361 ℃
采用机器人钣金折弯 钣金加工行业已经不再需要大批量的尺寸来将机器人引入弯曲过程 通过机器人制动弯曲可以实现提高产量,提高零件质量和减少劳动力成本。 不久之前,任何规模的机器人集成都只适用于那...3年前 2361 ℃ -
 金属制造狂:焊工制作动物的金属钣金 在加拿大制造和焊接公司访问期间,贝克忙于雕刻鼻子和鼻子的鼻子。许多金属层为每只动物的脸部创造最自然的形状。贝克通常从动物的鼻子开始,然后从那里向外移动。 ...3年前 1811 ℃
金属制造狂:焊工制作动物的金属钣金 在加拿大制造和焊接公司访问期间,贝克忙于雕刻鼻子和鼻子的鼻子。许多金属层为每只动物的脸部创造最自然的形状。贝克通常从动物的鼻子开始,然后从那里向外移动。 ...3年前 1811 ℃ -
 钣金加工中焊接工装使用是制造业的普遍真理:零件按严格的公差制造,任何差异都会减慢生产速度,最终导致制造商损失金钱。 焊接时,金属会被加热,导致金属变形。没有避免这种情况。“当焊接时,由于各种原因...3年前 1896 ℃
钣金加工中焊接工装使用是制造业的普遍真理:零件按严格的公差制造,任何差异都会减慢生产速度,最终导致制造商损失金钱。 焊接时,金属会被加热,导致金属变形。没有避免这种情况。“当焊接时,由于各种原因...3年前 1896 ℃ -
 精密钣金折弯弯曲工艺中的决定因素有哪些? 正确的工具和设置使凹凸弯曲的工艺更加高效 图1 弧长是凸起半径的内表面。插图由ASMA LLC提供。 厚实,高强度板的光滑,宽半径看起来很简单...3年前 2242 ℃
精密钣金折弯弯曲工艺中的决定因素有哪些? 正确的工具和设置使凹凸弯曲的工艺更加高效 图1 弧长是凸起半径的内表面。插图由ASMA LLC提供。 厚实,高强度板的光滑,宽半径看起来很简单...3年前 2242 ℃ -
 在钣金加工行业,创新是新制造技术的驱动力,有助于解决车间效率低下的问题。然而,同时,制造商也受到这些相同创新的挑战,因为他们对其他工艺提出了新的要求。 这就是为什么制造商不仅要孤立地看待新技术的...3年前 1848 ℃
在钣金加工行业,创新是新制造技术的驱动力,有助于解决车间效率低下的问题。然而,同时,制造商也受到这些相同创新的挑战,因为他们对其他工艺提出了新的要求。 这就是为什么制造商不仅要孤立地看待新技术的...3年前 1848 ℃ -
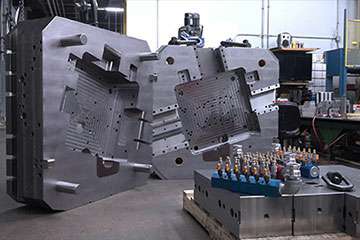 压铸是一种制造工艺,可以通过使用称为模具的可重复使用的模具生产几何形状复杂的金属零件。压铸工艺涉及使用熔炉,金属,压铸机和模具。金属,通常是诸如铝或锌的非铁合金,在炉中熔化,然后注入压铸机中的模具...3年前 2497 ℃
压铸是一种制造工艺,可以通过使用称为模具的可重复使用的模具生产几何形状复杂的金属零件。压铸工艺涉及使用熔炉,金属,压铸机和模具。金属,通常是诸如铝或锌的非铁合金,在炉中熔化,然后注入压铸机中的模具...3年前 2497 ℃ -
 机器人焊接可为小型车间提供优势 焊接自动化不再仅适用于大型制造商。越来越小的商店正在利用实施机器人系统的生产力,质量和成本节约优势。然而,从焊接自动化中获得最大收益并非偶然。精心策划和对细节的敏...3年前 2370 ℃
机器人焊接可为小型车间提供优势 焊接自动化不再仅适用于大型制造商。越来越小的商店正在利用实施机器人系统的生产力,质量和成本节约优势。然而,从焊接自动化中获得最大收益并非偶然。精心策划和对细节的敏...3年前 2370 ℃ -
 错过或缺陷焊缝的实际成本 任何焊接操作的目标都是为客户创造优质产品,同时还要管理成本并保持所需的生产力水平。错过或有缺陷的焊接会对焊接操作产生负面影响,从而导致潜在的安全问题以及解决故障或责任索...3年前 2691 ℃
错过或缺陷焊缝的实际成本 任何焊接操作的目标都是为客户创造优质产品,同时还要管理成本并保持所需的生产力水平。错过或有缺陷的焊接会对焊接操作产生负面影响,从而导致潜在的安全问题以及解决故障或责任索...3年前 2691 ℃ -
 改善棒焊技术的五个步骤 打印文章 了解焊接焊接技术的五个基本要素,以显着改善焊接焊接效果。 改善结果的基本要素 对于许多人来说,尤其是那些不熟悉或者每天都不焊接的人, 焊接焊接,也就是...3年前 2748 ℃
改善棒焊技术的五个步骤 打印文章 了解焊接焊接技术的五个基本要素,以显着改善焊接焊接效果。 改善结果的基本要素 对于许多人来说,尤其是那些不熟悉或者每天都不焊接的人, 焊接焊接,也就是...3年前 2748 ℃
联系我们

 南昌永丰物业维护管理有限公司
南昌永丰物业维护管理有限公司